电 话:18005720013
邮 箱:18790740@qq.com
网址:www.zczn56.com
地 址:浙江省湖州市吴兴区七幸路999号6幢厂房内
在带式输送机工作的全过程中,如果突然停机或不能正常运行,将危及生产线的全部正常运行,造成严重的财产损失。因此,要灵活运用其简单的安装工艺,合理处理常见问题。
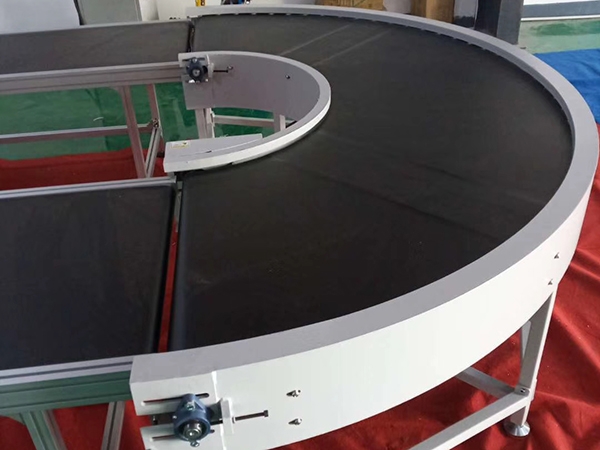
皮带跑偏是皮带运行全过程中的常见故障。为了合理处理这类问题,需要提高安装精度,加强维护和维修工作。
1,正确安装定心惰轮总成
安装调心托辊组时,可采用四杆式、立辊式、中间传动轴式等多种方法。其基本原理是选择挡块或托辊在平面内沿方位方向旋转或引起横向扭转,使皮带能全自动径向调整皮带偏差,其受力情况与轴承托辊组相同。尾辊的调整方式与顶辊的调整方式正好相反。具体方法是皮带的哪一侧偏位,惰轮组的哪一侧向皮带的正确方向移动,或者另一侧后退。一般情况下,这种方式更适用于双运或总长度较短的带式输送机。这主要是因为与长带式输送机相比,较短的带式输送机更容易跑偏,不易调整。对于较长的带式输送机,如果选择这种方式,更容易造成跑偏,危及皮带的使用寿命。
2,调整带式输送机的张力
另一种防止胶带跑偏的合理方法是合理调整带式输送机的张力位置。重锤式张紧件上方有两个方向调节辊。这两个辊子不仅要垂直于皮带的长短方向,而且两者之间的轴线也要水平。
另外,如果选用油压缸或螺旋式张紧,张紧滚筒带座的两个轴承需要在同一步进行等平移变换,以保证皮带的垂直方向自始至终与滚筒垂直。
3,关注皮带的工作方向和发展趋势
对于双运带式输送机,一旦出现跑偏问题,与单边带式输送机相比,解决问题的难度系数更高。在其调整的整个过程中,需要先调整某个方向,再调整另一个方向。在实际运行中,观察皮带的工作方向与偏差发展趋势的关系,然后逐一调整。调整的关键因素是方向调整辊和驱动辊的调整,然后是原材料下料点及其辊的调整。另外,如果皮带从开始到末端的张力是均匀的,则从开始到结束的承受张力的方法是相同的。